


توضیحات
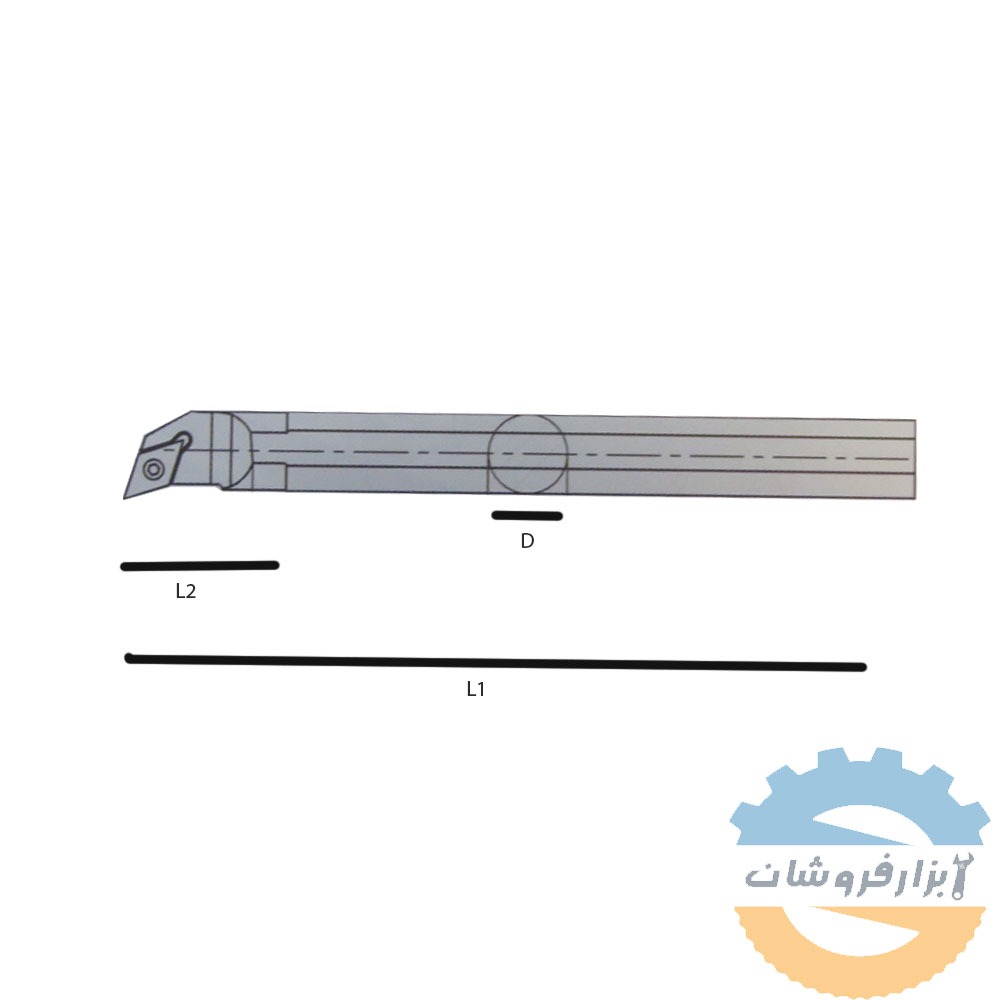
هلدر داخل تراش SDQCR
هلدر داخل تراش SDQCR داخل تراشی همانطور که از اسمش پیداست عملیاتی است
که در آن داخل قطعه کار تراشیده شده و قطر داخل آن بزرگتر می شود .
هولدر داخل تراش در واقع قطعه نگهدارنده تیغه الماسه (اینسرت) است که به دستگاه تراشکاری متصل است
و به صورت موازی با قطعه کار حرکت کرده و قطر داخل آن را زیاد می کند .
هلدر داخل تراش SDQCR حرف و عدد اول هولدر داخل تراش نشان دهنده اندازه هولدر داخل تراش ، ورودی و طول هولدر می باشد .
بعد از آن اولین حرف نشان دهنده ماهیت گیرنده الماس (اینسرت) هولدر می باشد .
حرف دوم هولدر داخل تراش نشان دهنده شکل الماس (اینسرت) بر روی هولدر می باشد
انواع هلدر داخل تراش
حالا به صورت جزئی تر به بررسی کدهای هلدر (۹ بخش) و انواع هلدر داخل تراشکه در تصویر بالا مشاهده نمودید می پردازیم.
۱- نوع هلدر :
بخش اول به نوع هلدر مربوط می شود. هلدرها معمولا بر اساس متریالی که در آن ها استفاده می شود به ۶ نوع تقسیم می شود.
- نوع A: فولاد آب صابون خور
- نوع C: کارباید
- نوع E: کارباید آب صابون خور
- نوع H: متال سخت
- نوع J: متال سخت آب صابون خور
- نوع S: فولاد (رایج ترین نوع)
انتخاب اینسرت مناسب برای قطعات سخت
میدانیم که انتخاب اینسرت مناسب برای قطعات سخت بسیار اهمیت دارد
و نصب صحیح آن تاثیر بسیار زیادی بر عملکرد و عمر مفید ابزار” همچنین کیفیت سطح کار خواهد داشت.
در اینجا سه نکته یا پارامتر مهم در انتخاب اینسرت وجود دارد
که به استفاده ی بهینه از اینسرت کمک می کند.
عرض پخ
زاویه پخ
و شعاع برشی اینسرت
با افزایش عرض پخ نیروهای برش در محیط بزرگتری پخش می شوند
در نتیجه لبه ی برش بزرگتر به ما این امکان را میدهد
تا برای نرخ های براده برداری بالاتری از آنها استفاده کنیم
و چون زاویه پخ نیروهای برش را به بدنه اینسرت هدایت میکند یک زاویه کوچک نیروی برش و
ریسک لرزش را کاهش میدهد.
ولی یک زاویه بزرگتر لبه برش قویتری را فراهم می کند
این مدل تیغه برش به خوبی ارتقا داده شده
واین بهینه سازی باعث پایداری تیغه میگردد همچنین عمر ابزار را قابل پیش بینی می کند
واین یکی هیچ انحنایی ندارد و میتواند برای کاهش نیروی برش و
زمانی که تلورانس کمی موردنیاز است مورد استفاده قرار گیرد .
بیایید ببینیم چگونه سایز پخ بر روی عمر ابزار در برشهای منقطع و انتخاب اینسرت مناسب تاثیر میگزارد
ابتدا ما از پخ سی درجه باضخامت یک دهم میلی متر استفاده می کنیم
پس از آن پخ رو بزرگتر می کنیم یعنی سی وپنج درجه و با ضخامت دو دهم میلیمتر
اگر ما اینسرتها را پس از استفاده ی آنها در یک کار مشابه و زمان مشابه بررسی کنیم
میبینیم که در پخ بزرگتر اینسرت سایش کمتری دارد.
به طور خلاصه
ما میتوانیم با استفاده از پخ بزرگتر برای بیشتر کردن طول عمر ابزار در قطعات سخت بویژه در
برشهای منقطع استفاده کنیم
اینسرت
اینسرت مثبت و منفی
• اینسرت منفی دارای زاویه ۹۰ درجه (زاویه خلاصی ۰ درجه) است
اینسرت مثبت دارای زاویه کمتر از ۹۰ درجه (برای مثال زاویه خلاصی ۷ درجه) می باشد.
• زیر الماس برای اینسرت مناسب هلدر انتخاب میشود
که توسط شرکت هلدر ساز تامین میشود.
• بعضی از مشخصات این دو نوع اینسرت در زیر نوشته شده است:
مثبت
• یک جهته
• نیروی برشی پایین
• زاویه خلاصی جانبی
• انتخاب اول برای داخل تراشی و بیرون تراشی قطعات باریک
منفی
• یک جهته یا دو جهته
• لبه برشی مستحکم
• زاویه خلاصی صفر
• گزینه اول برای بیرون در تراشی
• شرایط برشی مستحکم
سایز اینسرت
• بسته به نوع کاربرد، سایز اینسرت نیز باید متناسب با آن انتخاب شود.
هنگام ماشین کاری فینیش، سایز اینسرت می تواند کوچک انتخاب شود.
• هرچه اندازه اینسرت کوچک تر انتخاب شود، استحکام آن بهتر است؛
برای مثال برای ماشین کاری های سنگین، سایز اینسرت معمولا باید بالای iC 25mm باشد.
چگونگی انتخاب سایز مناسب اینسرت
• بزرگترین عمق برش را مشخص کنید ((ap
• طول برش مناسب (LE) را مشخص کنید درصورتی که زاویه ورود نگهدارنده ابزار و عمق برش(ap) تحت کنترل باشد.
• بر اساس LE و apمورد نظر، طول برش مناسب (L) و iC برای اینسرت می تواند انتخاب شود.
این انتخاب در قسمت Choice of application توضیح داده شده است.
فرم اینسرت
شکل اینسرت باید نسبت به زاویه ورود اینسرت و نوع ابزار انتخاب شود.
هرچه زاویه نوک اینسرت بزرگتر باشد استحکام و قابلیت اطمینان اینسرت بیشتر می باشد.
اگرچه این موضوع باید در مقابل تغییرات برشی که باید انجام شود متعادل شود.
زاویه نوک اینسرت هر چه بزرگتر باشد قوی تر است،
اما به دستگاه با قدرت بیشتری نیاز دارد و تمایل بیشتری به ارتعاش نیز دارد.
نوک کوچک ضعیفتر می باشد و درگیری کمتری در هنگام برش دارد
که باعث می شود اینسرت نسبت به تغییرات گرمایی حساس تر باشد.
زاویه نوک بزرگ:
• لبه برشی قوی تر
• پیشروی بیشتر
• نیروهای برشی بزرگتر
• ارتعاش بیشتر
زاویه نوک کوچک:
• لبه برشی ضعیفتر
• قابلیت دسترسی ساده تر
• نیروهای برشی کمتر
• ارتعاش کمتر
ملاحظات مربوط به اینسرت
بسیار مهم است
که اندازه اینسرت (I)، فرم اینسرت (زاویه نوک اینسرت)، هندسه و شعاع نوک اینسرت (RE) با دقت انتخاب شود
تا کنترل براده و کیفیت ماشینکاری به بهترین نحو صورت گیرد.
• انتخاب بزرگترین زاویه نوک اینسرت برای دوام و اقتصادی بودن
• انتخاب بزرگترین شعاع اینسرت ممکن برای استحکام اینسرت
• انتخاب شعاع اینسرت کوچک در صورتی که تمایل به ارتعاش در قطعه کار موجود می باشد.
• انتخاب هندسه اینسرت بر طبق نوع ماشینکاری مثلا خشن کاری یا پرداخت
• انتخاب سایز اینسرت بسته به عمق برش
برای اطلاعات بیشتر، قسمت انتخاب کاربردها را ببینید.

 سنبه شماره کوب 6 میلی متر
سنبه شماره کوب 6 میلی متر گرد بر آهن سایز 22
گرد بر آهن سایز 22

 نقاله زاویه سنج
نقاله زاویه سنج  دسته فنر جازن
دسته فنر جازن دسته فنر 2*16 هلی کویل شمس
دسته فنر 2*16 هلی کویل شمس  ست کامل فنر هلی کویل 1.25*12 شمس
ست کامل فنر هلی کویل 1.25*12 شمس دسته فنر 1.25*12 شمس
دسته فنر 1.25*12 شمس  هلدر2020 الماس برش خور
هلدر2020 الماس برش خور هلدر روتراش DNMG 1506 راست
هلدر روتراش DNMG 1506 راست هلدر برش
هلدر برش 

 هلدر داخل تراش S25S CTUPR/L 16
هلدر داخل تراش S25S CTUPR/L 16 هلدر داخل تراش SDUCR
هلدر داخل تراش SDUCR
دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.